
Product Information
Content
|
1. General Information 2. Adhesive Mechanism 3. Adhesive strength 4. Bonding method |
 |
|
|
|
| 1. General Information |
 |
Cerasolzer is used in manufacture of electrical parts, to contact
electrical / electronically materials and flat glass / metalized
glasses because it provides a unique bonding technique that can take
the place of commonly used bonding methods like silver baking, indium soldering,
molybdenum-manganese and resin (flux).
With conventional soldering methods, glass, ceramic, aluminum and stainless
steel are commonly known as
non-solderable materials.
This is because 'heat' is not enough to bond/solder such substrates
and metal oxides.
Ultrasonic vibrations in conjunction with heat cause the required
effect and delivers the technical break through. This principle is based on the scientifically recognized
'Ultrasonic Cavitational Phenomenon' which is caused by strong
ultrasonic penetration.
The Cerasolzer active-solder alloy together with an ultrasonic
activated soldering system enables to solder on ‘hard-to-solder’
materials flux free
|
|
|
| 2. Adhesive Mechanism |
 |
Although it is quite difficult to completely explain the mechanism of how
Cerasolzer adheres to materials, these mechanisms are qualitatively understood as follows:
Since the adhesive property of Cerasolzer is essentially based upon the characteristics
of the alloy, ultrasonic vibration is applied to help its
bonding process. Cerasolzer contains little amount of elements like Zn, Ti, Si, Al, Be, and Rare Earth which have a strong
chemical affinity with oxygen. these metals are thought, during the
bonding process, to combine with the oxygen in air to form oxide, which
is chemically bound to the surface of the glass, ceramics, metal
oxide, etc. Thus, Cerasolzer bonding process proceeds under the
liquid-solid reaction between oxides themselves. Such adhesive
mechanism has been already confirmed in other areas of glass-metal
bonding such as vacuum tube sealing.
Accordingly, if oxygen is competely eliminated by substituting the air surrounding
the bonding equipment with an inactive gas, e.g., nitrogen, the
adhesion of Cerasolzer will be lost. It has been experimentally
found that the critical oxigen concentration for adhesion is
about 2%.
A model of chemical bonding between Cerasolzer and the substrate is illustrated in Fig. 15.
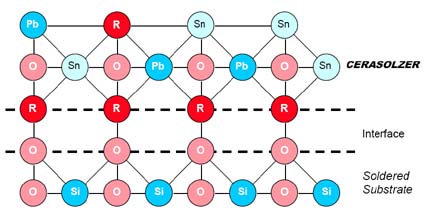 Fig. 15 Adhesive mechanism of
Cerasolzer
Fig. 15 Adhesive mechanism of
Cerasolzer
When quartz glass is used, the metallic oxides (RO), which are components of
Cerasolzer unite chemically with the SiO2
(M) of glass.
|
|
|
| 3. Adhesive Strength |
 |
|
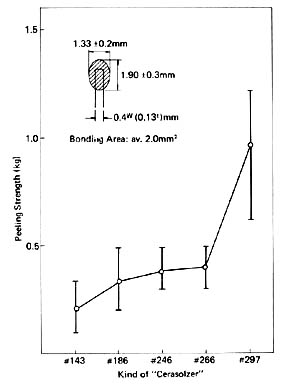
Since Cerasolzer has a number of applications, the adhesive strength of Cerasolzer must be measured by the application. Here, the adhesive strength is described for the lead bonding to soda glass or In2O3 - coated glass performed by the one-step method. Physical and chemical factors should be noticed that particularly affect the bonding performance of Cerasolzer. |
|
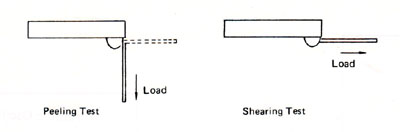
| Method of adhesive strength measurement: |
 |
|
|
|
| Figure 5 Peeling strength of each kind of Cerasolzer Top |
 |
|
|
|
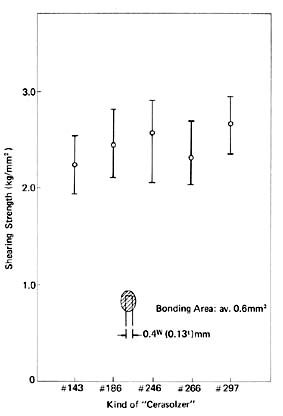
| Figure 6 Shearing strength of each kind of Cerasolzer Top |
 |
|
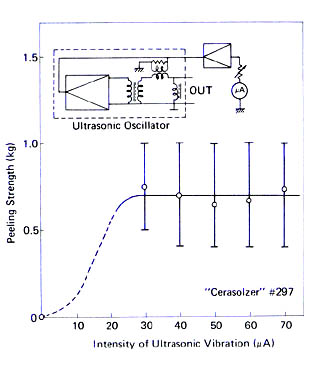
Figure 7 Effect of intensity of ultrasonic vibration on peeling strength Top |
 |
|
|
|
|
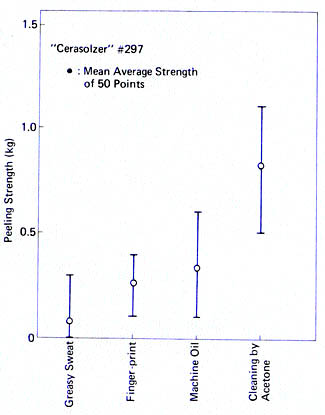
Figure 8 Influence of contamination of glass surface on peeling strength Top |
 |
|
|
|
|
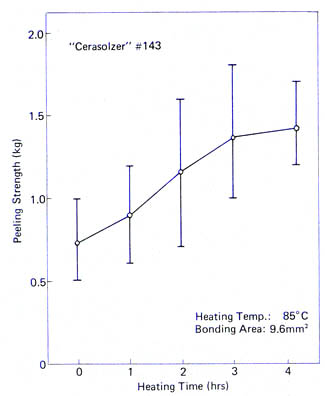
Figure 9 Effect of aging on peeling strength Top |
 |
|
|
|
|
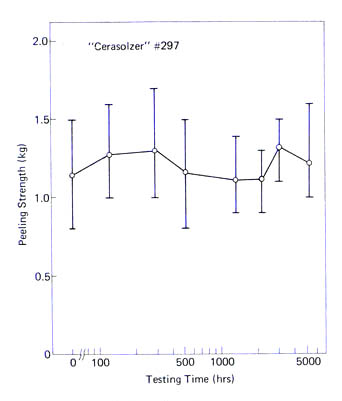
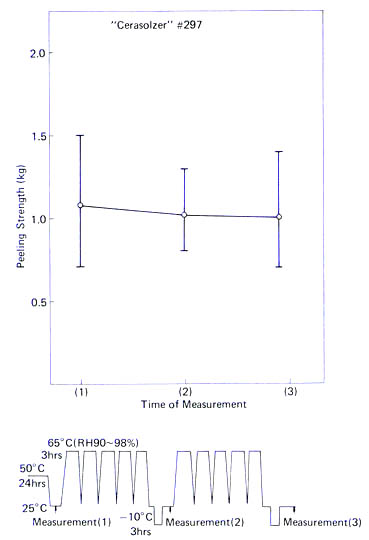
Figure 10 Temperature aging test Top |
 |
|
|
|
|
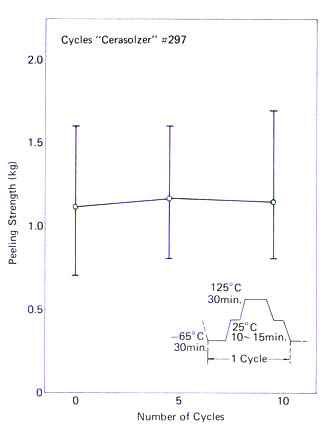
Figure 11 Life test (at 125°C) Top |
 |
|
|
|
|
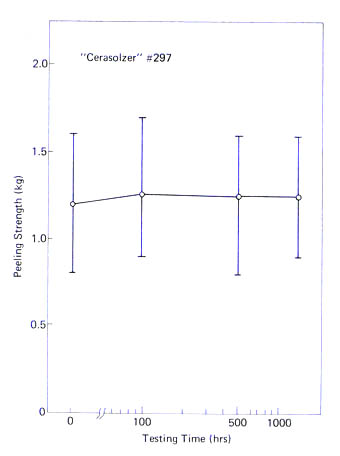
Figure 12 Humidity test (at 40 ± 3°C, 90 - 95 %RH) Top |
 |
|
|
|
|
Figure 13 Moisture resistance test Top |
 |
|
|
|
|
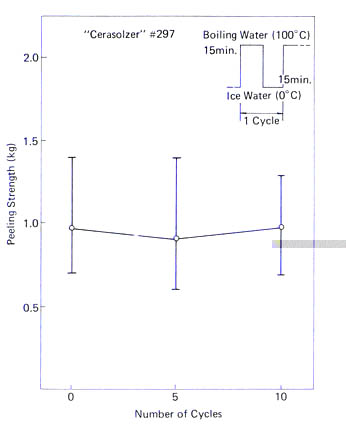
Figure 14 Thermal shock test |
 |
When coating glass,
ceramics and metal oxide with Cerasolzer, it is necessary to keep
complete contact between Cerasolzer and the substrate by employing
friction, to eliminate small bubbles which existing in the
boundary zone between the surface of the substrate and the molten
Cerasolzer.
Practically, this requirenment is most effectively satisfied by
applying ultrasonic vibration. For example, upon application of the
method to the molten Cerasolzer coated on a transparent glass plate,
complete contact between Cerasolzer and the substrate is established
to make the boundary zone look like the so-called 'mirror-surface'.
Ultrasonic/Cerasolzer bonding can be performed by three methods:
1. Two-Step Method
Cerasolzer is fed to
the nose of a specially made ultrasonic tip and coated on glass,
ceramics or metal oxide. Then the metal fittings, lead wire, etc. are
soldered on the surface of the Cerasolzer using ordinary solder.
This method is convenient to make an airtight seal and to attach
large sized metal fittings, lead wire, etc.
2. One-Step Method
While Cerasolzer is
sandwiched in a slit between metal and glass or ceramics or metal
oxide, ultrasonic vibration is applied directly to the metal. Bonding
is performed whithin a very short time. This method is quite
adequate for lead bonding on a display panel or on a resistor
element.
3. Dipping Method
Cerasolzer is melted in
a specific crucible which is equipped with an ultrasonic vibrator.
While the molten Cerasolzer has a ripple on its surface caused by
ultrasonic vibration, the specimen is dipped in. This method is of
good use for whole surface coating with Cerasolzer.
IMPORTANT
The most important in bonding with Cerasolzer is the surface
cleanliness of the substrate - glass, ceramics, metal oxide etc.
Such cleanliness does significantly affect the bonding performance of
Cerasolzer. In particular, staining with organic substrate (resin,
finger-prints, flux for ordinary solder), acid, alkali, powder,
carbon, etc must be absolutely avoided. Best cleaning results are
achieved by using 'chemically clean' Acetone.