
Produkt Information
Inhalt
|
1. Allgemeine Information 2. Mechanismus der Adhäsion 3. Haftfestigkeit 4. Verbindungsverfahren |
 |
|
|
|
| 1. Allgemeine Information |
 |
Cerasolzer wird besonders bei der Herstellung elektrischer Bauelemente,
elektrischer Werkstoffe und Flachglasprodukte verwendet, weil es ein
einzigartiges Verbindungsverfahren ist, das herkömmliche
Verfahren wie Silberlöten, Indiumlöten, Molybdän-Mangan- und
Kunstharzbindungs-Verfahren ersetzen kann.
Bei den herkömmlichen Lötverfahren sind
Materialien wie Glas, Keramik, Aluminium und Stahl allgemein bekannt als 'nicht-lötbare'
Metalle. Aufbringen von Hitze allein genügt nicht um diese
Substrate und Metalle zu löten.
Ultraschall Vibrationen zusammen mit Einbringung von Hitze liefert
die Eigenschaften für diesen technischen Durchbruch. Beim 'Ultrasonic Cavitational Phenomenon'
werden oxydierte Oberflächen auf einfache Art gereinigt und
Oxydschichten entfernt - und das ohne Flussmittel!
In Verbindung mit Cerasolzer repräsentiert das kompakte Ultraschall
Lötsystem eine bahnbrechende Neuheit der Technologie des Verbindens
von 'schwerst-lötbaren' Metallen. Flussmittelfrei!
|
|
|
| 2. Mechanismus der Adhäsion |
 |
Obwohl es ziemlich schwierig ist die Art und Weise auf die Cerasolzer an Materialien haftet
vollkommen zu klären, kann der Mechanismus qualitativ wie folgt aufgefasst werden:
Da das Haftvermögen von Cerasolzer im wesentlichen von den
Eigenschaften der Legierung abhängig ist, werden die
Ultraschallschwingungen dazu eingesetzt, um das
Verbindungsverfahren zu begünstigen. Cerasolzer enthält kleine
Anteile der Elemente Zn, Ti, Si, Al, Be und die
Seltenerdemetalle, die zu Sauerstoff eine gute Affinität haben. Es
wird davon ausgegangen, dass diese Metalle sich während des
Verbindungsverfahrens mit dem Luftsauerstoff zusammensetzen und
Oxide bilden, welche sich mit der Oberfläche (wie Glas, Keramik,
Metalloxide etc.) chemisch verbinden. Das Verbindungsverfahren mit
Cerasolzer findet daher unter einer Flüssigkeit-Festkörper-Reaktion
zwischen den Oxiden selbst statt. Dieser Adhäsionsmechanismus konnte
bereits in anderen Bereichen der Glas-Metallverbindungen, wie z.B.
bei der Hochvakuumröhrenabdichtung nachgewiesen werden.
Wird daher der Sauerstoff durch Ersatz der die Geräte umgebenen Luft
mit einem inerten Gas (wie z.B. Stickstoff) vollkommen eliminiert,
verliert das Cerasolzer sein Haftvermögen. Experimentell wurde festgestellt, dass die kritische Sauerstoffkonzentration für das
Haftvermögen etwa 2% beträgt.
Ein Beispiel der chemischen Verbindung zwischen Cerasolzer und dem
Schichtträger ist in Abbildung 15 dargestellt.
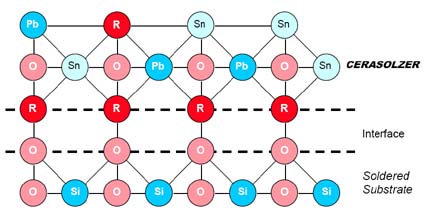 Abbildung 15: Adhäsionsmechanismus von Cerasolzer
Abbildung 15: Adhäsionsmechanismus von Cerasolzer
Wenn Quarzglas verwendet wird, verbinden sich die Metalloxide (RO,
welche Bestandteile von Cerasolzer sind) chemisch mit
dem Glas SiO2.
|
|
|
| 3. Haftfestigkeit |
 |
|
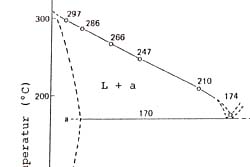
Da es für Cerasolzer mehrere Anwendungen gibt, sollte die Haftfestigkeit von Cerasolzer je nach der vorgesehenen Anwendung gemessen werden. Nachstehend wird die Haftfestigkeit für die durch das einstufige Verfahren durchgeführte Verbindung von Blei an Kalknatronglas oder In2O3-beschichtetes Glas beschrieben. Es ist auf die chemischen und physikalischen Faktoren welche die Haftwirksamkeit des Cerasolzers ganz besonders beeinflussen zu achten. |
|
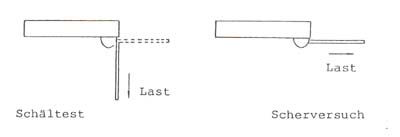
| Verfahren zur Messung der Haftfestigkeit: |
 |
|
|
|
| Abbildung 5 Abziehfestigkeit der verschiedenen Cerasolzer-Arten Top |
 |
|
|
|
| Abbildung 6 Scherfestigkeit der verschiedenen Cerasolzer-Arten Top |
 |
|
Abbildung 7 Einwirkung der Intensität der Ultraschallschwingungen auf die Abziehfestigkeit Top |
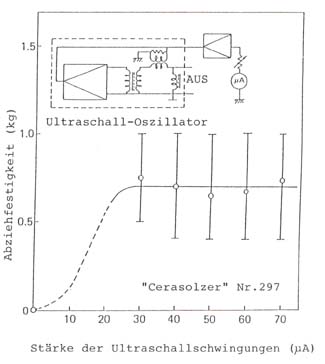 |
|
|
|
|
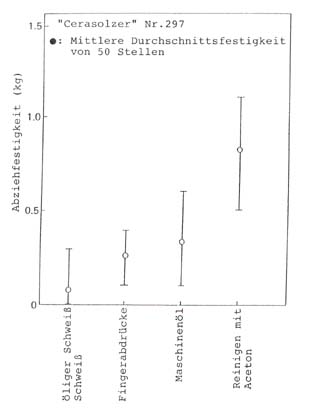
Abbildung 8 Wirkung der Glasoberflächenverschmutzung auf die Abziehfestigkeit Top |
 |
|
|
|
|
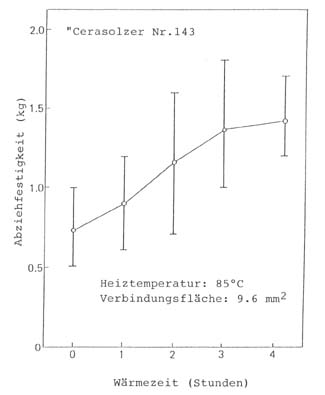
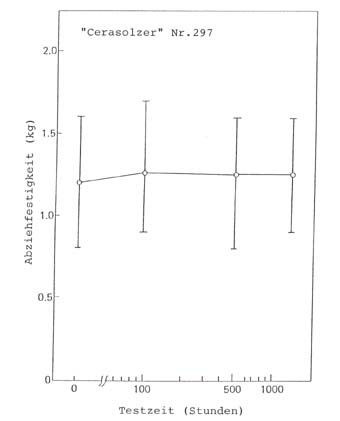
Abbildung 9 Wirkung der Alterung auf die Abziehfestigkeit Top |
 |
|
|
|
|
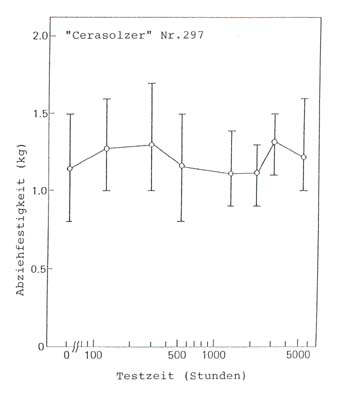
Abbildung 10 Temperaturalterungsversuch Top |
 |
|
|
|
|
Abbildung 11 Lebensdauertest (bei 125°C) Top |
 |
|
|
|
|
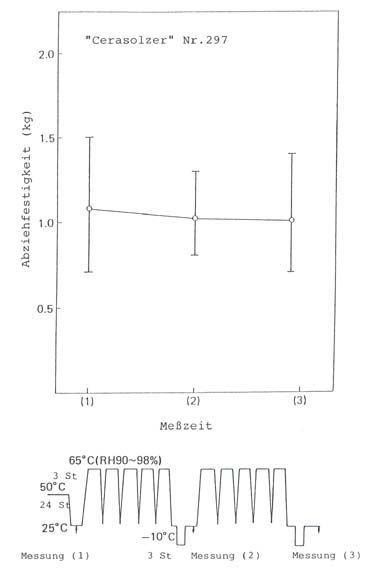
Abbildung 12 Feuchtigkeitstest (40 ± 3°C, 90 - 95 % relative Luftfeuchtigkeit) Top |
 |
|
|
|
|
Abbildung 13 Feuchtigkeitsverhalten Top |
 |
|
|
|
|
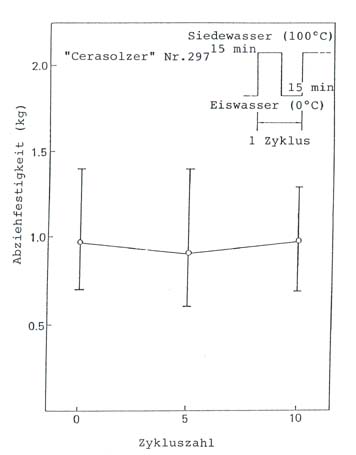
Abbildung 14 Wärmeschock Test |
 |
Bei der Beschichtung
von Glas, Keramik und Metalloxiden mit Cerasolzer ist es
erforderlich bei Anwendung von Reibung etc. einen völligen Kontakt
zwischen dem Cerasolzer und dem Schichtträger aufrechtzuhalten um
die Bläschen, welche in der Randzone zwischen der Oberfläche des
Schichtträgers und des geschmolzenen Cerasolzers vorhanden sind, zu
beseitigen.
Diese Anforderungen werden praktisch am wirksamsten mit der
Anwendung von Ultraschallschwingungen erfüllt. Wenn zum Beispiel
dieses Verfahren auf eine mit Cerasolzer beschichtete durchsichtige
Glasplatte angewendet wird, bildet sich ein vollkommener Kontakt
zwischen dem Cerasolzer und dem Schichtträger und gibt der Randzone
die Erscheinung der sogenannten 'Spiegelfläche'.
Die Ultraschallverbindung mit Cerasolzer kann mit den folgenden drei Verfahren durchgeführt werden:
1. Zweistufiges Verfahren
Cerasolzer wird der Nase einer besonderen Ultraschallspitze zugeführt und auf Glas,
Keramik oder Metalloxide aufgetragen. Die Metallarmaturen, Zuleitungsdrähte etc.
werden dann auf die Oberfläche des Cerasolzer bei Anwendung eines normalen Lötmittels
angelötet. Dieses Verfahren eignet sich zur Herstellung luftdichter Abdichtungen und zum
Anbringen grosser Metallarmaturen, Zuleitungen etc.
2. Einstufiges Verfahren
Während Cerasolzer in einem Schlitz zwischen Metall und Glas oder Keramik bzw. Metalloxid
geschichtet ist, werden direkt auf das Metall Ultraschallschwingungen aufgelegt. Die
Verbindung findet innerhalb einer kurzen Zeit statt. Dieses Verfahren empfiehlt sich für das
Verbinden einer Zuleitung an eine Anzeigetafel oder auf ein Widerstand-Bauelement.
3. Tauchverfahren
Cerasolzer wird in einem mit Ultraschallvibrator ausgestatteten Tiegel
geschmolzen. Während sich de Oberfläche des geschmolzenen Cerasolzer durch die
Ultraschallschwingungen wellenartig bewegt, wird das Probestück eingetaucht. Dieses
Verfahren ist gut geeignet um eine ganze Fläche mit Cerasolzer zu beschichten.
WICHTIG
Bei den Verbindungsvorgängen mit Cerasolzer ist es besonders wichtig, dass die Oberfläche des Schichtträgers
Glas, Keramik Metalloxide etc.) stets sauber ist. Diese Sauberkeit hat auf das Haftvermögen des Cerasolzer
einen entscheidenden Einfluss. Eine Verschmutzung mit organischen Stoffen (Harz, Fingerabdrücke, Flussmittel für
gewöhnliche Lötmittel), Säuren, Alkalien, Staub, Russ etc. muss unbedingt vermieden werden.